Both exploration and production drilling are pursued in the Greater Ekofisk Area. As their names imply, the first type is involved in finding resources and the other in getting them out. Positioning production wells correctly is important for optimising recovery.
— The derrick man in the drill tower grabs hold of the stand. Photo: Transocean / Norwegian Petroleum Museum
The first wells drilled on Ekofisk were relatively primitive compared with today’s examples. They were good in terms of the available knowledge and equipment, but not up to “vacuuming” the reservoir. Drilling horizontally was not possible, for example. Once the well had reached an angle of 70 degrees from the vertical, it was earlier considered almost horizontal. Today, wells are drilled not only with horizontal sections but even angled upwards. The technological trend which made this possible began in the 1980s.
boring,Roughnecks at work. Photo: ConocoPhillips/Norwegian Petroleum Museum
Drilling work on Ekofisk has been conducted by a number of different contractors over the years. Their personnel were responsible for operating the actual rig. The companies used to begin with remained, but changed their names. A case in point was Moran Brothers, which became Morco, Norcem Drilling, Aker Drilling and finally Transocean Drilling during its time on the field.
In 2001, drilling contractors Deutag Norge Drilling, Smedvig Offshore and Mærsk Drilling – now Mærsk Contractors – were involved in the Greater Ekofisk Area (GEA). They had some 500 people working for Phillips in the GEA or on land.
Modern computer technology and fibreoptic cables today allow the operator company to follow offshore activities from its offices in real time.
Dowell, Halliburton og BJ Services have been used for cementing services, while Eastman, Sperry Sun or Target Drilling (part of Aker Drilling) provided directional drilling. Pathfinder was engaged in the latter activity in 2001.
Other drilling-related contractors have included Schlumberger or Atlas for logging and Weatherford for casing services, while Milchem, Ceca, MI and Anchor Drilling Fluids have been among those involved with drilling fluids.
boring,Phillips' drilling operations manager was stationed on Ekofisk 2/4 H. Photo: Husmo Photo/Norwegian Petroleum Museum
Drilling operations manager
A distinctive feature of the Phillips organisation in the 1970s and 1980s was the presence of a central drilling operations manager for all the installations. Employed by the company, they served on Ekofisk 2/4 H in a coordinating role. They collated reports from all the drilling supervisors and passed them on to the drilling department ashore.
Drilling supervisor
boring,Drilling supervisor Ken Jetton. Photo: Husmo Foto/Norwegian Petroleum Museum
The drilling team was led by the Phillips supervisor. During the early years on Ekofisk, the company only had a single person in this role on board who was on call around the clock. This meant they had a bed in their office and lived and worked there. Following the Bravo blowout in 1977, however, a junior drilling supervisor was introduced who worked the night shift – and was usually called the “night man”. Members of the drilling team were drawn from several contractors specialising in various services. They included the toolpusher, drillers, derrickmen, roughnecks and roustabouts, with support from electricians, mechanics, materials providers and – initially – crane operators.
Toolpusher
The toolpusher is the head of the drilling team, where everyone is employed by the contractor which has been hired for the specific platform. This person supervises the crew and ensures compliance with routines – particularly matters related to safety. Drilling must be conducted as specified in the plans drawn up by the operator in Tananger and approved by the Norwegian Petroleum Directorate.
In close consultation with the drilling supervisor, the toolpusher monitors, collects and registers technical drilling data and stays in constant touch with the operator’s drilling operations manager on Ekofisk. Engineers are called from land for special operations.[REMOVE]Fotnote: Kvendseth, Stig S, Giant Discovery. A History of Ekofisk Through the First 20 Years, 1988. The toolpusher can also relieve the driller during lunch breaks and participates to a varying extent in the work being done.
Driller (drilling and maintenance operator)
arbeidsliv, boring, borer,Previously, the driller operated the equipment from the drillers cabin. It was important to always have a good grip on the brake leveler. Photo: Husmo Photo/Norwegian Petroleum Museum
The driller is responsible for day-to-day work in accordance with the toolpusher’s instructions. From the driller’s cabin, they operate the equipment used to drill wells. That includes maintaining control of the various drilling parameters, such as pressure, drillability, torque and mud flow, and ensuring that everything functions as it should. When Norwegian drilling contractors entered this business, they extended the drilling team with the addition of an assistant driller function.
One trend from early exploration drilling off Norway down to the present time has been that less and less of overall rig time is devoted to running the drill string in and out the well. Not only is the bit not replaced as often as before, but it has also become possible to carry out downhole measurements during drilling. Although the whole string must still be pulled to replace the bit, the latter is now more durable thanks to improved knowledge of how it wears and the improved quality of this product.
Today, much of the work is conducted from a modern driller’s cabin with chairs designed on physiological principles to be occupied for 12 hours. The drilling equipment has become computer-operated with the aid of the joystick and keypads on the arm rests.
Much of the work previously done on the drill floor by the roughnecks, roustabouts and derrickmen has been automated through the use of robots.
Drilling represents the main activity up to the stages of completion for production, test output, pressure support and/or well plugging. A qualified drilling and maintenance operator should be able to participate in all phases of drilling, including managing and maintaining drilling mud and mud systems and doing first-line maintenance on pressure control systems and equipment.
Directional drilling and MWD
Directional drilling of production wells makes it possible to drain more extensive areas of an oil or gas reservoir from a single installation. This technology for diverting the well from a vertical path began to be developed in the late 1980s. Specialists in utilising it are usually operator company employees.
The method starts out like normal rotary drilling, but then transitions to a phase where a specified angle from the vertical is built up. During this stage, the drill string is not rotated. The bit is turned instead by a turbine installed immediately behind it, with the vanes driven by the mud pumped down the string. Rotary drilling resumes once the desired angle is reached.
Horizontal drilling is a further development of the directional approach which makes it possible to reach all parts of a reservoir. This method is important in some formations where the oil may be located in thin layers, and allows the recovery factor for the field to be substantially increased.
Baker Hughes Inteq has developed a solution called AutoTrack, where the bit is guided by a steerable system which allows direction and angle to be adjusted continuously while drilling. Sensors on the drill string analyse the rocks being drilled, and computerised commands then steer the bit into the correct geological structures.
A measurement while drilling (MWD) engineer uses the equipment required, and processes, presents, evaluates and quality-assures the data acquired and sent back to the surface. Directional measurements provide information on the direction (azimuth) and angle (inclination) of the well to help the driller steer the well along its planned path.
A number of different sensors measure various aspects of the formation being drilled. Presented as curves in the logs, these data are used in formation evaluation. This means they are interpreted to determine the type of rocks involved (such as sandstone, claystone or carbonates), what they contain (water, oil or gas) and other properties such as permeability.
The logs are interpreted both by the MWD engineer and by geologists offshore, as well as petrophysicists and geological specialists on land. Along with analyses of the drill cuttings – rock chips removed from the well – collected by the mud logger, these data provide a good picture of the formation surrounding the well.
MWD information is often used actively by geologists to keep the well concerned in the desired formation layer. This is known as “geosteering”. Measurements transmitted to the surface can be utilised to optimise well parameters and reduce damage to the downhole equipment. Pressure readings could also indicate if the well is being cleaned properly – whether cuttings are being transported out or are accumulating downhole and may cause equipment to get struck.
Introducing AutoTrack from the mid-1990s allowed the string to be rotated and steered simultaneously and opened completely new opportunities in directional drilling and geosteering. This is an example of the rapid advances made with MWD equipment in recent decades. New technology and applications for the information acquired are continuously being developed.
Derrickman
This person had two main jobs – participating in tripping (pulling out the drill string and running it back in) and ensuring that the drilling mud was correctly blended. During tripping, the derrickman worked in the derrick with the driller and roughnecks on the drill floor. The string was pulled out of the well and broken down into stands – lengths of three drill pipes screwed together. The derrickman’s job was to receive these stands and secure them in a “fingerboard” high up inside the derrick, and then to release them when the string was to be made up again.
This was fairly heavy work, conducted from a small platform measuring a square metre located 30 metres above the drill floor. He had to lean over the edge, with a rope to prevent him falling. Mechanisation and automation of drill-floor work began in the mid-1970s. That include mechanising the derrickman’s duties during tripping. He now controls a mechanical pipehandling system which grips each stand and positions it in the fingerboard as the string is pulled out – and vice versa.
When the derrickman is not involved in tripping, he works in the mud room to ensure that drilling fluid is always blended in accordance with the drilling engineer’s instructions.
Roughneck
The roughnecks did the heavy manual labour on the drill floor and the cellar deck below. When making up and breaking out drill pipe, they attached the tongs used for this work by the driller.
At the beginning of the 1970s, the roughnecks went over to using a “spinner”, a hydraulic device used to screw together and unscrew lengths of drill pipe.
Two-three roughnecks worked on setting the slips – a moveable wedge-shaped locking device which weighs between 40-50 kilograms. This holds the drill string in the rotary table when it is not suspended from the
arbeidsliv, feltorganisasjon, første driftsfase, boredekk, boring,On the drillfloor. Photo: ConocoPhillips/Norwegian Petroleum Museum
derrick’s travelling block (crane).
The roughnecks were also responsible for cleaning and maintenance on the drill floor (which was washed with caustic soda and diesel oil). In addition, they could be drawn in to help the service companies in their various activities. Various equipment units were installed and readied by the roughnecks on the cellar deck under the supervision of their superiors or specialists. This work included installing various sizes of blowout preventers (BOPs). The cellar deck was also where risers were attached.
Various dimensions of casing were hung off, Xmas trees (valve assemblies) installed and high-pressure hoses attached to conduct hydrocarbons to the outside of the rig during testing. Otherwise, the roughnecks helped to blend drilling mud and to keep an eye on the shale shaker – a vibrating screen which cleans mud returning from the well.[REMOVE]Fotnote: Kvendseth, Stig S, Giant Discovery. A History of Ekofisk Through the First 20 Years, 1988.
A lot of this work is now being handled by an “iron roughneck” – a robot controlled by the driller from their cabin. But the human roughnecks must still move about the drill floor – partly to lubricate various items of equipment.
Cementers/well operators
Cementing forms part of the whole process from exploration drilling, via completion for production, to subsequent downhole maintenance work. Well operators involved with cementing are the last people to leave a platform after the wells have ceased production and been plugged with cement. The cementer’s job is varied and makes big demands on theoretical and practical skills. It can be split into three main areas: cementing, pressure testing and use of downhole tools.
Drilling a well starts with large bits (75-90 centimetres in diameter), which are progressively replaced with smaller ones as the borehole advances. The smallest is usually 15 centimetres.
When changing to a smaller bit, the whole drill string is pulled out and the borehole is lined with steel tubes called casing. A casing string can be several hundred metres long.
Before drilling resumes, cement is pumped into the annulus (gap) between the well wall and the casing in order to anchor the latter solidly in place. The cement prevents the borehole from collapsing, and stops any uncontrolled flow of oil and gas reaching up to the surface outside the casing string.
Ekofisk 2/4 B, boring,Cement and mud tanks at Ekofisk 2/4 B. Photo: Kerem Floor/Norwegian Petroleum Museum
Cementing is normally a straightforward job. The volume to be filled gets calculated in advance, and all that then remains is to pump down that quantity. Since the work has to be done quickly, being well prepared is important. The person leading the cement job previously had to know the pump more or less intimately. This pump has to work efficiently (in terms of the number of pump strokes) the whole time in order to be certain that the whole annular space around the casing is cement-filled. Problems would otherwise arise in the well later.
Today’s cementing pumps are electrically powered and their pumping efficiency can be determined with the aid of instruments. Drilling mud is needed to pump cement. When changing from one tank to another, valves have to be closed and opened. That creates a pressure.
Casing operator
boring,The drillfloor. Photo: ConocoPhillips/Norwegian Petroleum Museum
As the well advances, casing is run into it and cemented in place. The diameter of this steel tubing diminishes with increasing borehole depth. Casing is intended to prevent the well from collapsing, and it also provides an important return channel for the mud which has been pumped down inside the drill string. In addition, it isolates problematic zones in the rock formations – such as areas where the pressure is particularly high or low.
Casing is delivered by specialist companies, which calculate how many lengths of each tube type will be required for a well and ensures that the equipment is in place at the right time. The casing operator handles the tubes, but this job has become more automated in recent years.
Mud loggers and geologists
The job of the mud logger or engineer is to acquire well data from instruments located either on the surface or down the borehole in order to determine pressure in the rock’s pores. Parameters monitored include well depth, drilling speed, weight on the bit, rotation speed, mud density, gas content in the mud, and how fast drill cuttings move from bit to rig.
Continuous observation of this information can identify unstable downhole conditions, and possibly prevent accidents such as uncontrolled blowouts or a well collapse which traps the drill string. These parameters can also indicate geological variations. If drilling speed suddenly picks up while drilling through a shale layer, for example, this could mean that the bit has entered sandstone – which is a reservoir rock. Among the mud logger’s jobs are the collection and washing of drill cuttings for analysis by the rig’s geologist in order to obtain an overview of the rocks drilled through.
Well loggers
Logging involves running instruments into the well in order to measure various physical properties of the reservoir strata or their contents (oil, gas or water). Examples of the information sought include natural radioactivity, rock density, the speed of sound, electrical resistivity and temperature.
Logging can be conducted under various conditions:
logging while drilling (LWD) – using instruments attached to the drill strong
open-hole logging – after drilling but before the casing and production tubing has been set
production logging – to measure such parameters as fluid flow from various parts of the reservoir.
Well testing
var med på funnet av Ekofisk, engelsk, boring,Flare at Ocean Viking. Photo: Unknown/Norwegian Petroleum Museum
If logging and possible rock cores extracted from the well show that some of the rock strata deep below ground contain oil and gas, the usual practice is to conduct a production test. This is done by allowing the oil and/or gas to flow up to the surface under controlled conditions. Such parameters as how fast the well flows are measured and samples of the oil/gas taken.
The work is usually led by a reservoir engineer, and normally takes place after exploration drilling ends. The well is then plugged with cement, the seabed cleaned up, and the site left.
Related media:
navigate_beforenavigate_next
Published 31. July 2019 • Updated 25. October 2019
person
by Kristin Øye Gjerde, Norwegian Petroleum Museum
The special contribution made by Knut Åm to Phillips Petroleum Company was one reason for his appointment in 2014 as a Knight First Class of the Royal Norwegian Order of St Olav.
— Knut Åm in his office in 1993. Photo: Dag Myrestrand/ConocoPhillips
Åm was born at Årdal in the Sogn district of western Norway in 1944, and grew up in Oppdal and Volda/Ørsta where he proved an able pupil at school.
He opted to study mining engineering at the Norwegian Institute of Technology (NTH) in Trondheim, graduating with honours in 1967.
Åm’s first job was with the Norwegian Geological Survey (NGU), again in Trondheim, where he worked and conducted research for six years.One of his jobs was to interpret aeromagnetic measurements of sub-surface rocks made from the air, which provide valuable information on geology and prospects for finding petroleum.In a series of publications, he described the big sedimentary basins identified in the Skagerrak between Norway and Denmark and in the Norwegian and Barents Seas.
He joined the Norwegian Petroleum Directorate (NPD) in 1974, serving as a section head in the resource department and a principal engineer in the safety department.
That was followed by three years with Statoil, where he became the state oil company’s first vice president for research and development.His appointments at the time included chairinga research programme on offshore safety, which led to legislation enacted by the Storting (parliament) and a bigger research effort.
Joining Phillips
olje og gassveteran knut åm,Hovedkontoret til ConocoPhillips i Bartlesville, Oklahoma. Foto: ConocoPhillips
Åm secured a job with Phillips in 1982 and was soon sent to the head office at Bartlesville in Oklahoma to get better acquainted withthe company and its corporate culture.
After a year in the USA, he returned to thecompany’s Tananger office outside Stavanger and became the first Norwegian to serve as offshore manager for the Greater Ekofisk Area (GEA).
That put him in charge of 23 platforms, with responsibility for the waterflooding programme as well as the project to jack up a number of the installations.These major developments extended the producing life of the GEA and sharply increased estimates for recoverable reserves from its fields.
Åm led this work during difficult times, with low oil prices and the need to implement cost savings and overcome substantial financial challenges.As if that were not enough, he also taught at the University of Bergen from 1985 to 1990 as an adjunct (part-time) professor of applied geophysics.
First Norwegian chief executive
Knut åm,Knut Åm ved kontorpulten i 1993. Foto: Dag Myrestrand/ConocoPhillips
After heading operations in the Permian and San Juan Basinsat Odessa, Texas, from 1988-91, Åm became the first Norwegian president and managing director for Phillips Petroleum Norway.
That put him in charge of 3 000 employees in the GEA as well as in Tananger, Oslo, Teesside and Emden. This was when a redevelopment of Ekofisk was planned, along with the future cessation and removal of old platforms.[REMOVE]Fotnote: https://www.fylkesmannen.no/globalassets/fm-rogaland/dokument-fmro/felles-og-leiing/brev-og-artiklar/fm-tale-til-knut-am.pdf
By 1996, Åm was back in Bartlesville – now as vice president and head of all exploration and production in Phillips. He stayed in that job until retiring in the USA during 1999.
Offices and committees
But his working life did not end there. Appointments from 1999 to 2007 include membership of the Statoil board – and many similar posts can be mentioned.
Åm has been president of the Norwegian Geological Council and the Norwegian Petroleum Society, and chair of the Norwegian Oil Industry Association (now the Norwegian Oil and Gas Association).
He led the exhibition committee of the 1996 ONS oil show in Stavanger, and has chaired Bergen’s Christian Michelsen Research institute as well as the industrial council of the Norwegian Academy of Science and Letters.
In addition to chairing Hitec ASA, he has been a director of several technology companies.
Mention must also be made of the improved recovery committee appointed by the Ministry of Petroleum and Energy with Åm as chair.This produced a report in September 2010 which presented 44 specific measures for improving the recovery factor on the Norwegian continental shelf (NCS).
Through his work and many appointments, Åm has been acclaimed fora combination of expertise, creativity and determination. He also demonstrated the ability to tackle the requirements of Norway as a nation as well as the industry and its employees – not least with regard to the working environment and safety in a demanding and risky offshore industry.
Optimist
In retirement, Åm is an optimist – with regard to the climate as well. “I’m very concerned with nature, but believe we should extract the resources it’s given us,” he told Otium in 2016.
“Norway could have a long and good future in the oil and gas industry if people give it more support. Exploring for new deposits is important, but we should also seek to achieve a far better recovery factor from both new and existing fields.”
“You can naturally concentrate on life’s negative aspects. Then everything’s simply awful. I think you’ll be a far happier person if you prefer to see the positive side of life. I call that self-motivation. We need more of that in the energy sector.”[REMOVE]Fotnote: https://api.optimum.no/sites/default/files/PDF/optimum-magasinet-2016.pdf
Related media:
navigate_beforenavigate_next
Published 21. October 2019 • Updated 21. October 2019
person
Kjersti Melberg, Norwegian Petroleum Museum. Based on an interview with Kristensen on 12 September 2019.
More than forty-five years of service on Ekofisk underpin Knut Ove Kristensen’s status as a pioneering leader on the Norwegian continental shelf (NCS). His involvement began in 1974 when he switched from a career at sea to become a process technician for Phillips Petroleum.
— Knut Ove Kristensen in conversation with process apprentice Fredrik Svindland Theissen (left) and operations manager Siri Friestad. Photo: ConocoPhillips
Early promotion and trust followed, and he served as an offshore installation manager (OIM) for more than 33 years in the Greater Ekofisk Area.
Plain-speaking
Kristensen recalls that he was a committed young man in the early 1970s – an open, curious and plain-speaking person who was not afraid to criticise health, safety and environmental (HSE) conditions.
The working style he encountered offshore suited him well, ready as he was to speak his mind. “I’ve undoubtedly been a loud-mouth. I’m used to having zealous people in the Family With grand-parents and a father who served as mayors, which is perhaps why I don’t quite know when to keep quiet.”
Thinking back to working conditions when he started in petroleum industry, he recalls living on Gulftide, Norway’s first production facility, and says it was fascinating.
“This was an old jack-up rig, with the helideck installed on planks. We were four to a cabin, and things were pretty shabby. Primitive conditions prevailed, to put it mildly.”
The workplace at the time was characterised by the presence of the Americans, and confusions frequently arose between them and those who were not particularly good at English.
“It was very unusual,” reflects Kristensen. “We were trained up by the Americans, of course – they were the ones who knew about this business.There were a lot of misunderstandings among the Norwegians, people who pretended to understand the messages they were given about what jobs to do. Both serious and funny situations occured. Those of us who’d been to sea undoubtedly had an advantage in that we knew the language a bit better. The rest were fishermen and smallholders and ordinary people from the Districts in Western Norway who didn’t speak much English. Offshore terminology wasn’t easy for people who didn’t have the language.”
He quickly grasped the ethos in this working environment. “The Americans often only gave you one chance. If you showed that you could cope withyour job, you won trust, new opportunities and more responsibility.”
Given his background in the Norwegian merchant marine, however, Kristensen reacted negatively to a number of the conditions which prevailed at the time.“I was one of the youngest then, and that wasn’t always easy because there were a number of older and more experienced people who felt they had a ‘monopoly of brains’,” he comments. “And quite a lot were pushy.“Working conditions weren’t orderly, with proper employmentcontracts like I was used to from my time at sea thanks to the Norwegian Seamen’s Union – unionisation and the like.”
He adds that he is grateful for everything he learned from the Americans, but that they at the time were not particularly keen on unions and the Norwegian concept of collaboration between employers and employees.“They thought it was enough to enter into agreements on a man–to–man basis or with the company, and saw no need to organise this via trade unions.”
Involved
Given his views, it is not surprising that he became involved at an early stage with the Ekofisk Committee by serving as secretary to Øyvind Krokvik, who was first head of this union.
Kristensen explains that he has been committed throughout his career to involvement and worker participation and to good collaboration between unions, the safety service and management.That was particularly important during the early years of the petroleum industry on the NCS, he emphasises. His experience of union work accompanied him into various senior posts on Ekofisk.
With a gleamin his eye, he says the following about his promotion: “Acquiring managerial responsibility early on may have had something to do with my involvement with the union.“Putting in place systems for worker participation and collaboration was particularly important in the early years of Norway’s offshore industry.
“I played a part in establishing the parameters which govern industrial relations out on the field today, with unions and the safety delegate service.
I became the country’s youngest OIM at the age of 24, and served as a manager out there for 41 years.
They may have thought ‘he’s more trouble than we need, so we’ll just promote him up and then be quit him’.”
Kristensen reports that he has been preoccupied throughout his managerial career with ensuring that “things are genuine” – that a manager must understand and personally be part of “the home team”.He explains that as the ability to understand a position from the standpoint of the various parties involved, and adds that he has thrived offshore with a living and working community.This he defines as one “where you get close to people, where everyone is seen and heard, and where they understand that they play an important role in reaching a common goal”.[REMOVE]Fotnote: Pionèr, ONS 2018: 8.
It did not take him long to learn how to adjust his management style to the offshore environment, but admits that this approach has developed over the years.“The leadership culture which dominated on the platforms during the early years undoubtedly influenced me a bit. I was probably very inflexible and saw things in black-and-white, but have become more judicious and considered over time.
“Nobody left my office earlier in any doubt about what I meant. I thought that saved a lot of time. But I can’t have been too bad, or I wouldn’t have held down the job for so long.”
Strategy
Kristensen’s long service makes him uniqueon Ekofisk, and he has thought a lot about management. His expressed strategy has been to get people on side over HSE through commitment and integrity – and without any “second agenda”.
“Working in the Ekofisk Complex with 600-700 people is an unusual experience,” he observes. “I held the same job as the man in charge for 20 years. “That means you’re ‘on stage’ the whole time, and attend 10-12 HSE meetings every week. You’ve got to get people committed, drive a doctrine and sell a message.”This involves getting what people have to concentrate onimplanted in their hearts and minds so they can contribute to their own safety and that of others, he explains.
“You must be genuine, and your own integrity must be order. You have to build trust, and not least display respect for your audience.”
“What’s been a powerful help for me is that I’m on the home team. I’ve been a skilled worker myself and have been through most things.”
Kristensen emphasises several times that he regarded the unions, their elected officers and the safety delegates as a resource in this work.
“The tripartite collaboration pursued in the petroleum industry between government, companies and unions functions very well,” he concludes.“This is about informing and involving people, and ensuring that decisions aren’t taken over their heads. Our company has achieved that in a positive way.”
“The fact that Ekofisk is a mature field and ConocoPhillips is a mature company also has something to do with it. Cooperation with the Petroleum Safety Authority Norway and other authorities is also very good.”
Kristensen denies that union-management collaboration has become more strained during the downturns experienced by the petroleum industry.“Strained and strained – we must adjust to external conditions and try to protect thejobs needed tosafeguard the industry. But nobody’s ever been made redundant by this company. That’s worthy of respect. “
“Downsizing has been solved with severance packages. People have often been given early retirement. From that perspective, it’s been a privilege to work for an operator company.”
Commitment
After almost 46 years with the company, Kristensen’s commitment to continuous improvement, good safety and high production regularity is as strong as ever.Recognising that substantial progress has been made in the HSE area over the years he has worked in the industry, he affirms that this issue is closest to his heart.
“We’ve staked out the path as we’ve advanced. We don’t accept incidents and accidents. We take a completely different approach to risk today. Accidents which do occur are used for all they’re worth in aneffort to say to ourselves: ‘this has actually happened, but it’s our duty to learn from it’.”
Kristensen has personally experienced accidents and injuries at close hand, and thereby knows the importance of preventive safety work to protect people, the environment and equipment.
He will never forget some incidents – and immediately mentions the Alexander L Kielland disaster in 1980 With 123 casualties. An article in local daily Stavanger Aftenblad as recently as 2012, with photos of all those who have died on duty on the NCS since 1966, made a big impression on him.
Britain’s Piper Alpha explosion in 1988, when 169 people were killed, is another major incident he recalls. His conclusion is that the petroleum sector has not been a Promised Land for all.
The former OIM proudly mentions a number of HSE improvements which have partlybeen the result of technological advances in the industry during his time.But he warns about hazards which still exist, such as vessels drifting out of control. A well-known incident on New Year’s Eve in 2015 made a particularly strong impression on him.
A 150000 tons, unmanned barge had come loose and was threatening to collide with installations on Ekofisk. Several hundred workers from this field and neighbouring Valhall were flown to safety and production was shut down.The barge passed the platforms at a distance of about one nautical mile, but Kristensen found the actual incident and the threat it posed frightening.
“Drifting vessels which come loose in rough weather, which can get pretty challenging out there, are perhaps the biggest hazard we now face. Luckily we have good procedures to handle such challenges.”
Reminder
Such incidents and near-misses are regarded by Kristensen as a reminder that the petroleum industry is under an obligation to learn the necessary lessons.He points to the potential for learning from other industries, and emphasises the good collaboration which prevails across the company. Mechanical handling provides a good example, he says.
“Things can go terribly wrong. After fatal accidents in the 2000s, we established a work group which held monthly meetings. I took part as technical manager for these facilities.We involved everyone in the logistics chain on land, at the base and on the platforms. That attracted so much attention and such great improvements that we’ve now managed to prevent virtually all undesirable conditions in this area.”
Despite good systems and routines, colleagues on the installations are Kristensen’s most important reminder of the responsibility he has had as an OIM on Ekofisk.
“Experiences frommy early years meant that I have become particularly attentive to HSE – and I was involved in quite a lot, of course.But this mostly relates to the individual who gets injured on your watch and on your shift – in other words, the people you work with.They stood on the drill floor and worked so that the sparks flew around their ears. Having only two-three fingers used to confer ‘status’.”
He notes that improvements have a lot to do with technological progress. Much risk has been eliminated by automating a great deal of the work which used to be done manually.
“But we still have more than enough opportunities to injure ourselves. This has a lot to do with awareness – being present in the real world, making sure you’re focused. That’s actually expected for 12 hours at a time.”
A respectful attitude to his big responsibilities and duties was maintained by Kristensen to his last working day. “Emergency preparedness is like being at war – you do what you’re told.But you feel it. Although we’ve trained so long at this, you’re still conscious of being responsible for several hundred lives. Taking a wrong decision could …You must act on the basis of the information you’ve got, not what you know many months later. When you tackle it, however, you get a sense of mastery at solving the problem together with an outstanding emergency response organisation on land.Ultimately, though, you’re the skipper on your own ship.”
Time to reflect
Kristensen has finally retired from ConocoPhillips, giving him time to reflect over his own commitment and lifestyle offshore as it affected him and his family.
“For my own part, I must say that it’s had a price,” he admits. “I couldn’t get involved in politics or organisations, for example. I was only at home half of the time. I followed up the kids when I was at home, of course, but never felt I could be active in associations and so on, contribute the way I’d have liked.”
He has found the transition to retirement unaccustomed in many ways. “Simply remembering that I’m not going offshore is a big change, for example.I had to deal with so many challenges right up to my last day at work that it’s been impossible to prepare anything. I ought to have thought about and planned retirement a bit better, of course, but I’ll undoubtedly find something to do when I want to.”
Related media:
navigate_beforenavigate_next
Published 21. October 2019 • Updated 25. October 2019
Injection water from subsea installation Ekofisk VC (Victor Charlie) began to be pumped down well VC-03 on 28 September 2018. Well number two came on line just under a week later.
— Illustration of Ekofisk 2/4 VC (Victor Charlie). Illustration: ConocoPhillips
The aim of this facility – an extension to the Ekofisk South project – was to increase waterflooding on the southern flank of the Ekofisk reservoir in order to maintain oil and gas production.
An amended plan for development and operation (PDO) of Ekofisk South was approved by the Ministry of Petroleum and Energy on 7 September 2017.
This involved installing a new seabed template with four water injection wells, and represented a continuation of the well-established Ekofisk production strategy based on waterflooding.[REMOVE]Fotnote: https://www.regjeringen.no/no/aktuelt/okt-utvinning-pa-ekofiskfeltet/id2570011/.
The template was installed in September 2017, with a technical solution similar to that used on the seabed facilities already installed – Ekofisk 2/4 VA and 2/4 VB.[REMOVE]Fotnote:Pionér, no 2, ConocoPhillips, 2018.
In addition to the structure itself, including wellheads and Xmas trees, the installation comprised control modules with umbilicals connected to the existing waterflooding system.
The 2/4 VC facility receives injection water from Eldfisk 2/7 E, while power and control signals come from Ekofisk 2/4 M. It is run from the Ekofisk 2/4 K control room.
When fully developed, overall injection capacity for this subsea installation will be 80 000 barrels per day through the four wells.
The water pipeline and umbilical to 2/4 VB were extended to 2/4 VC. Well operations on the latter began on 24 May 2018 with a view to starting injection before the end of the year.
Related media:
navigate_beforenavigate_next
Published 15. October 2019 • Updated 15. October 2019
Click through the photo carousel under the look-up from year to year from 2008 to 2017.
It shows the development of the Ekofisk area with platforms, pipelines and underwater installations.
Click through the image carousel below the lookup image.
It shows the development of the Ekofisk area from year to year from the start with the first production in 1971 until 2001.
person
by Trude Meland, Norwegian Petroleum Museum
The issue of work schedules for offshore personnel has been subject to constant discussion between government, employers and unions – leading to radical changes over 50 years.
— The offshore workers arrive at the platform for a new work period. Photo: Kjetil Alsvik/ConocoPhillips
Different systems for rotating personnel between work and leisure functioned in parallel on the drilling rigs during the early years of oil exploration in the Norwegian North Sea. The most common practice was nevertheless one week on and one off. To get a holiday, people carried on working offshore until they were entitled to three weeks free in one go.
However, this arrangement proved impractical – particularly for workers who going offshore or returning home on a Saturday or Sunday. They never got a full weekend off. To stagger such change-overs, the schedule was extended to eight days offshore with eight days free. One work period in five was also dropped, so every fifth free spell was 24 days long.[REMOVE]Fotnote: This gave a working time which averaged 38 hours per week and 1 824 hours per year after holidays. That corresponded to shift work on land.
When Norway’s Working Environment Act (WEA) came into force in 1977, the permitted length of a continuous shift on land was cut. But there was no assurance that this would be applied offshore. In its original form, the Act did not permit the 12-hour working day normal on all offshore installations. So amendments were needed to adapt the legal provisions to fixed platforms.[REMOVE]Fotnote: The Act specified that working time was 36 hours over seven days for work carried out around the clock throughout the week. That represented 1 877 hours a year on average. Adjusting this for four weeks of holiday gave a net working time of 1 733 hours.
The Norwegian Petroleum Directorate argued that reducing working time offshore was impractical, with the “special character” of the oil industry requiring exemptions.[REMOVE]Fotnote: Ryggvik, H, 1999, “Fra forbilde til sikkerhetssystem i forvitring: Fremveksten av et norsk sikkerhetsregime i lys av utviklingen på britisk sokkel”, Working Paper, Volume 114, Centre for Technology and Culture, University of Oslo, printed edition. Oslo: Centre for Technology, Innovation and Culture (TIK), University of Oslo: 16. As early as 1975, however, Ekofisk operator Phillips Petroleum had agreed to working hours for its own personnel which accorded with the provisions proposed for the new Act. A royal decree of 9 July 1976 extended the existing Worker Protection Act, with certain exceptions, to the fixed installations offshore on a temporary basis.
The WEA was then applied to these facility in 1977.[REMOVE]Fotnote: Ryggvik, H, 1999, “Fra forbilde til sikkerhetssystem i forvitring: Fremveksten av et norsk sikkerhetsregime i lys av utviklingen på britisk sokkel”, Working Paper, Volume 114, Centre for Technology and Culture, University of Oslo, printed edition. Oslo: Centre for Technology, Innovation and Culture (TIK), University of Oslo: 18. This meant that offshore workers had their working time regulated and acquired legal safeguards against unfair dismissal. After long discussions, the North Sea schedule was by and large established as two weeks working offshore and three weeks free on land.
But the WEA was not applied to floating units such as rigs, and working time in that part of the oil industry continued to be regulated by Norway’s Ship Labour Act.
An extra day
Norway’s legislation on paid holidays was amended in 1981 to give everyone a legal right to four weeks and one day off. The latter was nicknamed the “Gro Day” after Gro Harlem Brundtland, the Labour premier of the day. This meant the two weeks on/three weeks off schedule now imposed too many working hours. It was decided that the extra would be compensated as 25 hours of overtime per year.[REMOVE]Fotnote: Working time was reduced from 1 752 to 1 727 hours.
Agreement was reached in the 1986 collective pay negotiations on a 7.5-hour normal working day and a 37.5-hour week. Personnel both on land and offshore working a continuous shift also had their weekly hours cut 33.6.[REMOVE]Fotnote: Net working hours after deducting holidays were reduced from 1 752 to 1 727. To comply with these new terms, the offshore schedule was altered to two weeks at work, three weeks ashore, two weeks at work and four weeks on land.
When the Gro Day was introduced in 1981, the Labour government originally proposed introducing a full week’s extra holiday in stages over three years. But that failed to materialise. In 2000, the Norwegian Confederation of Trade Unions (LO) proposed a fifth holiday week for all employees, which would thereby reduce the number of hours in a work-year.[REMOVE]Fotnote: That involved an additional four free days of 7.5 hours offshore (32 hours). The hours to be worked were then reduced from 1 612 to 1 580. That demand was accepted, and most workers could thereby enjoy five weeks off. This naturally had consequences offshore, but implementing it there was not a straightforward matter.
A schedule of two weeks at work and three/four weeks at home had been 19 hours short of a normal work-year. That was overcome by deducting this time from pay or leaving the first 11 hours of overtime unpaid.[REMOVE]Fotnote: Sande, Leif, “Arbeidstiden på sokkelen”, Sysla – meninger, 11 March 2015.
The new holiday deal meant that an offshore worker would be doing 12 extra hours per year. This was initially paid as overtime, which the unions found unsatisfactory. They demanded the full holiday entitlement awarded to everyone else through the introduction of a schedule of two weeks on and four off. In 2002, the Norwegian Oil Industry Association (OLF – today the Norwegian Oil and Gas Association) allowed local deals under the offshore agreements to adopt this two-four scheme. All the companies subject to these agreements introduced the new schedule. ConocoPhillips was among the operators to do this, in its case covering the Greater Ekofisk Area.
However, the two-four system meant workers were falling short of a work-year by 122 hours.[REMOVE]Fotnote: Working 12 hours a day for 14 days, followed by four weeks off, means that an employee works 168 hours every six-week period. That adds up to 1 460 hours per year. Annual pay was thereby cut by 7.71 per cent to take account of the reduced time worked.[REMOVE]Fotnote: Norwegian Official Reports (NOU) 2016:1, Arbeidstidsutvalget — Regulering av arbeidstid – vern og fleksibilitet. https://www.regjeringen.no/no/dokumenter/nou-2016-1/id2467468/sec16. Other conditions were also set on Ekofisk. The whole offshore organisation was to be reviewed to find efficiency gains, and the agreement specified that the change would not lead to an increase in the workforce.[REMOVE]Fotnote:Pioner, “2-4-ordningen innføres”, March 2003.
Related media:
navigate_beforenavigate_next
Published 21. October 2019 • Updated 21. October 2019
This platform rests on a steel jacket built by Dragados at Cadiz in Spain. The module support frame (MSF) and topsides were fabricated by Energomontaz at Gdansk in Poland and completed at Kværner Egersund.
The topsides were installed in July 2013. Petroleum and energy minister Tord Lien performed the official inauguration of 2/4 Z and the Ekofisk South project on 29 October 2013,13 just four days after the platform came on stream.14
No control room is provided on 2/4 Z, but it has a local equipment room (LER) which is not permanently manned. The platform is monitored and remotely controlled from the control room on Ekofisk 2/4 J, but can also be run from the operations centre in Tananger.
person
by Gunleiv Hadland, Norwegian Petroleum Museum
The 2/4 VB subsea installation began injecting water in May 2013, three kilometres south of the Ekofisk Complex. It formed part of the Ekofisk South project approved by the Storting (parliament) in 2010.
— Ekofisk 2/4 VB (Victor Bravo) lowered into the sea. Photo: Bob Bartlett/ConocoPhillips
So successful had the 2/4 VA facility proved to be that it was copied for 2/4 VB as an eight-well template, also delivered by FMC at Kongsberg.
Similarly, the wells on 2/4 VB were drilled by Maersk Innovator. The well operation department completed installation of the template, manifolds and casing for the eight subsea wells.
Seabed installations carried out by Subsea 7 comprised a five-kilometre pipeline for water from the Eldfisk Complex as well as a diver-installed T piece welded into the existing pipeline from Eldfisk 2/7 E to Ekofisk 2/4 K.
This assignment also covered laying three kilometres of umbilicals combining hydraulic lines and fibreoptic cables from 2/4 VA, so that 2/4 VB could also be remotely operated from land.
Related media:
navigate_beforenavigate_next
Published 23. September 2019 • Updated 7. February 2020
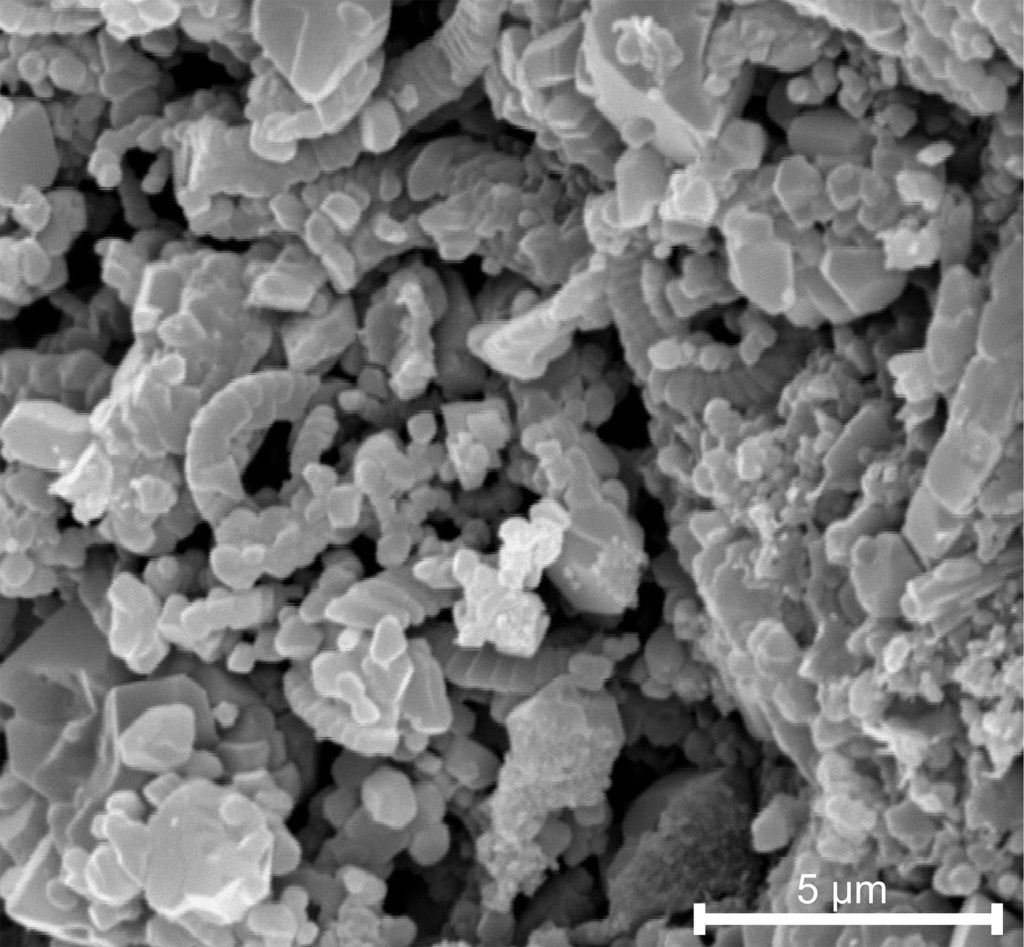
The oil and gas in Ekofisk lies in a chalk reservoir composed of countless tiny shelly fragments derived from coccolithophores – microscopic algae which make calcium carbonate (CaCO3) scales.
— The image was taken using a scanning electron microscope (JEOL JSM-6330F), the colors are therefore artificial. Scale = 1.0 µm. Photo: NEON yes, colored by Richard Bartz
havets flassMicroscope image from of cookoliths from the Ekofisk reservoir.
Known as coccoliths, these plates are so minute than 30 of them laid side by side would be no wider than a strand of hair. But what they lack in size, they make up for in numbers.
Their colossal accumulation is helped by the fact that coccolithophores reproduce asexually. When one dies, its coccoliths sinks to the seabed at a rate of about 15 centimetres per day.
If conditions are right, the scales remain lying and are eventually buried in their billions of billions.
Estimates indicate that coccolithophores globally produce more than 1.5 million tonnes of calcium carbonate per annum – equal to the weight of the Gullfaks C platform, which ranks as the heaviest structure ever moved by humans.
Three things must be in place for an oil and/or gas field to form – a source rock, a reservoir rock and a cap rock which prevents the petroleum from escaping.
In the case of Ekofisk, we know quite a bit about how these three components originated.
Source rock – Draupne
havets flass,Core sample from a well in the Vikinggrabenen field, with large content of Draupne shale. The Draupne formation is found over large parts of the Norwegian continental shelf. Photo: Norwegian Petroleum Directorate (Fact pages)
The Ekofisk source rock dates from the Jurassic period, 161-145 million years ago, and comprises organically rich black shales known as the Draupne formation.
In Norse mythology, Draupne was the gold ring worn by the god Odin which formed another seven rings every ninth day – in other words, an endless source of prosperity.
So the name is appropriate for a formation found over most of the Norwegian continental shelf (NCS), which has put huge volumes of petroleum into most of Norway’s fields – including Ekofisk.
Cretaceous reservoir rock – Tor formation
The Cretaceous period followed the Jurassic and lasted for 145-66 million years, with the last 10 million of these forming the Campanian and Maastrichtian stages.
Conditions then were favourable for coccolithophores over much of the southern and central North Sea as well as England, Denmark and France.
Countless coccoliths were deposited on the seabed. Since the latter was neither flat nor stable, they were moved around by small slips, landslides and/or mud flows which could be activated by earthquakes, before being finally buried by their successors.
havets flassChalk cliffs along the French Channel coast (Etretat, Normandi). Photo: ConocoPhillips
Asteroid
The Cretaceous ended in a mass extinction event, when up to 70 per cent of all life on Earth vanished – including the dinosaurs.
This wipe-out was unleashed by a massive asteroid strike in what is now the Gulf of Mexico, where the Chicxulub crater is about 150 kilometres in diameter and 20 kilometres deep. The asteroid itself may have measured 80 kilometres.
havets flass,Bioturbert chalk: Small animals on the seabed have eaten
and dug into the chalk layers.
Palaeocene reservoir rock – Ekofisk formation
That impact nevertheless failed to destroy all marine life, and the “sea scurf” continued to rain down in the following Palaeocene period.
During its first million years, known as the Danian stage, further tens of metres of calcium carbonate were deposited. But changed seabed conditions and a colder climate had an impact.
The amount of reworking which the material experienced varied and decreased, while the content of silica derived from microscopic diatoms and radiolarians increased.
Lower sea levels also meant an increased influx of sediments from land (terrigenous material) in the chalky plates heaping up on the seabed.
Porosity and permeability
These sediments usually have up to 50 per cent porosity (cavities) when deposited. But this will be considerably reduced by burial and diagenesis (the physical, chemical and biological changes which occur during conversion from sediment to stone).
In some case, that reduction can be down to well below 10 per cent. However, the good conditions around the Greater Ekofisk Area (GEA) meant that much of the porosity in the chalk was retained.
It has been calculated at 25-40 per cent. By comparison, a good sandstone reservoir – which is the kind usually found on the NCS – has a porosity of 30 per cent.
Permeability is also needed to get much oil out of a rock, and the “primary permeability” of Ekofisk chalk is low since the connections between its pores is poor/constricted.
But the field has enjoyed another stroke of luck here. A large number of fractures in the reservoir have improved its permeability and provide good production properties – at least initially. See water injection.
Cap rock and trap formation
havets flass,Geological layers are folded and deformed. Etretate, Normandy. Photo: ConocoPhillips
After the deposition of the Ekofisk formation, conditions changed so that the overlying sediments lost all their porosity when buried and became tight (impermeable).
That allows them to function as a cap rock which seals the reservoir formed by the Tor and Ekofisk formations.
The fractures mentioned above were created at the same time as the rocks were subject to movement when large quantities of underlying salt shifted. This also produced large domes and therebycreatedtrap structures where oil and gas can accumulate.
In other words, the oil migrating from the source rocks has gathered in the reservoir formations under the cap rock – and in amounts which can be difficult to imagine.
Havets flass – geologien i Ekofisk, Vanninnsprøyting for økt utvinning, grafProduced and remaining oil reserves in fields on the Norwegian continental shelf. Ekofisk has the largest total oil reserves, but not the largest proportion of recoverable reserves. Source: Norwegian Petroleum/Norwegian Petroleum Directorate
The Ekofisk reservoir is as thick as the Eiffel tower is tall and covers an area of 40 square kilometres – the same size as 5 500 football pitches.
Recoverable oil in Ekofisk totals 3.5 billion barrels, which would be sufficient to supply the whole world with crude for 35 days.
Roughly 1.1 billion standard cubic metres (scm) of oil (about 6.9 million barrels) and 300 billion scm of gas were present in Ekofisk when production began.
That corresponds to twice Norway’s annual water production. It also represents more than 100 times annual Norwegian energy consumption and just over 100 days of global oil usage.
Havets flass,Visualization of oil and water in one of the reservoir layers in Ekofisk. Red: Oil. Green: Oil and water. Blue: Water
It is impossible to get all the oil out of a reservoir, and a distinction is therefore drawn between reserves in place and recoverable reserves.
However it is measured, though, Ekofisk ranks as one of the very largest fields on the NCS. The original estimate for petroleum recovery from the field was 17 per cent. It is now expected to exceed 50 per cent – in part through waterflooding.
Further reading
Halbout,Michel T, Giant Oil and Gas Fields of the Decade: 1968–1978. AAPG Memoir 30, 1980.
Ivar B. Ramberg – Inge Bryhni – ArvidNøttvedt – Kristin Rangnes (ed.’s), The Making of a Land, NGF 2008
Related media:
navigate_beforenavigate_next
Published 23. September 2019 • Updated 9. June 2023


 boring,
boring, boring,
boring, boring,
boring, arbeidsliv, boring, borer,
arbeidsliv, boring, borer, arbeidsliv, feltorganisasjon, første driftsfase, boredekk, boring,
arbeidsliv, feltorganisasjon, første driftsfase, boredekk, boring, Ekofisk 2/4 B, boring,
Ekofisk 2/4 B, boring, boring,
boring, var med på funnet av Ekofisk, engelsk, boring,
var med på funnet av Ekofisk, engelsk, boring,
 olje og gassveteran knut åm,
olje og gassveteran knut åm, Knut åm,
Knut åm,







 havets flass
havets flass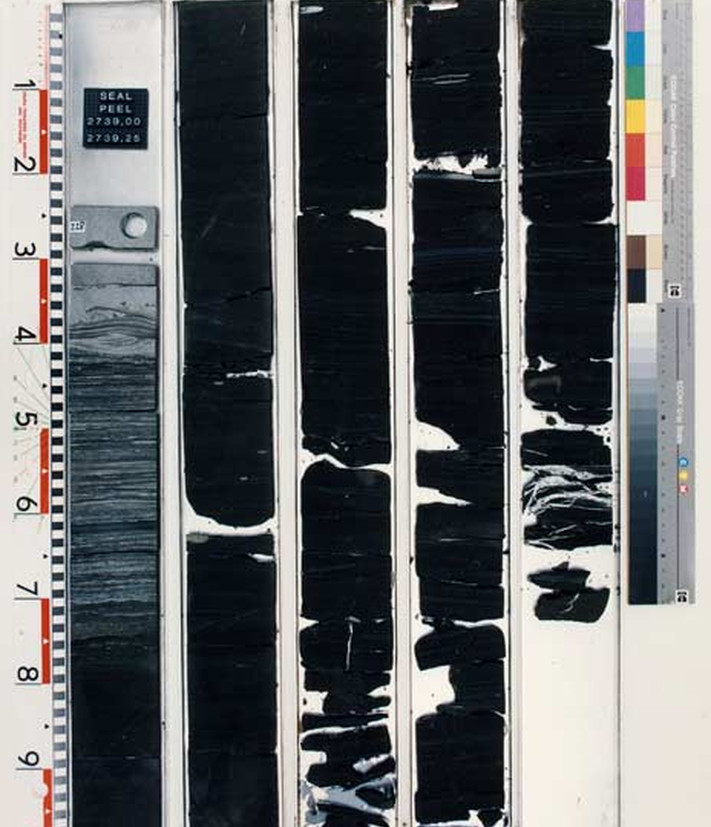 havets flass,
havets flass, havets flass
havets flass havets flass,
havets flass, havets flass,
havets flass,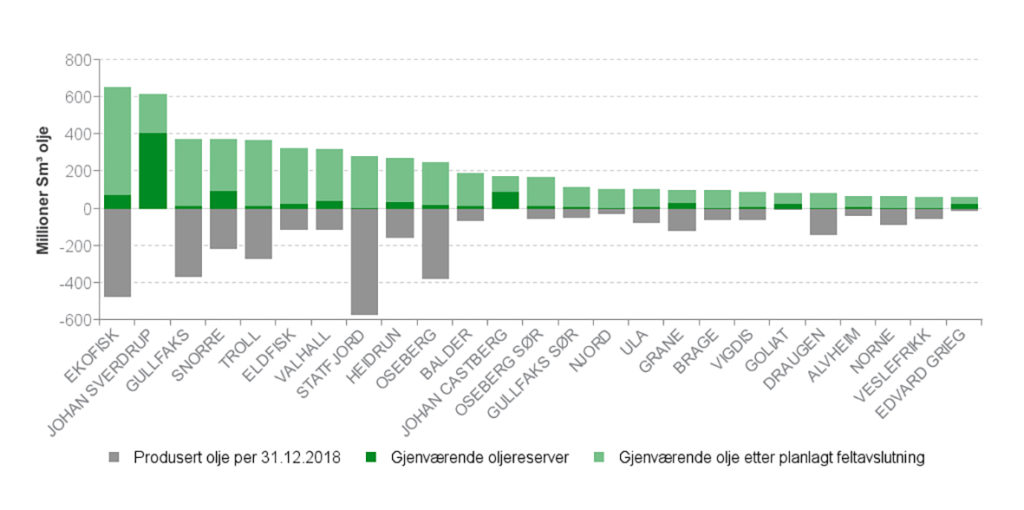 Havets flass – geologien i Ekofisk, Vanninnsprøyting for økt utvinning, graf
Havets flass – geologien i Ekofisk, Vanninnsprøyting for økt utvinning, graf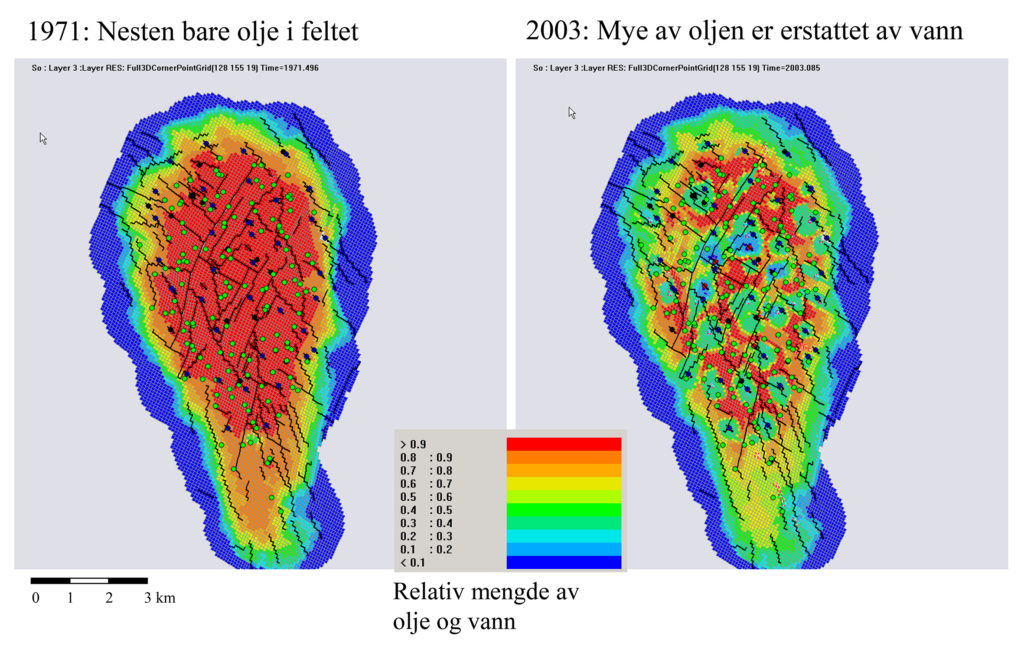 Havets flass,
Havets flass,